Schweißen von Kunststoffen mittels Laser
Besuchen Sie uns auf der MD&M West 2026Schweißen von Kunststoffen mittels Laser
Besuchen Sie uns auf der MD&M West 2026Das Prinzip des Laser-Kunststoffschweißens
Beim Laser-Kunststoffschweißen (auch Laserdurchstrahlschweißen genannt) wird ein, für die Laserwellenlänge transparentes Oberteil, mit einem absorbierenden Unterteil kombiniert. Der Laserstrahl wird durch das lasertransparente Formteil (Kunststoff A) hindurch auf den absorbierenden Fügepartner (Kunststoff B) fokussiert, wodurch dieser oberflächlich schmilzt.
Durch Einleiten eines Fügedrucks auf die zu schweißende Bauteilhälften entsteht eine stoffschlüssige Verbindung. Der Kunststoff wird nur an der Stelle der direkten Lasereinwirkung aufgeschmolzen und erstarrt danach sofort wieder, sodass sich kein Schmelzeaustrieb ergibt. Das Verfahren kann auch bei Bauteilen mit großen Abmessungen angewendet werden.
Verfahren im Überblick
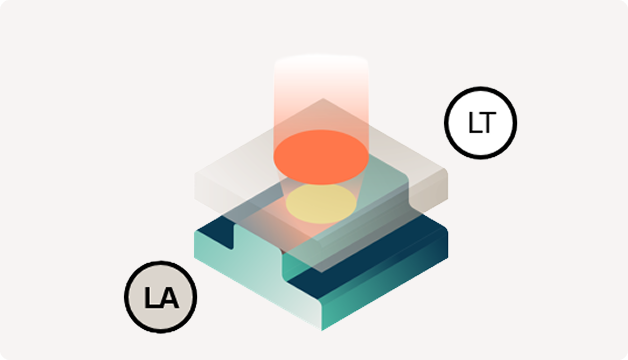
Principle
Overlap weld
Joining partners are pressed together with defined force
Laser energy is passing through LT joining partner an hits welding rib on LA part
Rib is melted directly by laser
Through heat transfer, LT joining partner is also melted thus a material combination is created in contact zone of the two joining partners

Principle
Overlap weld
Joining partners are pressed together with defined force
Laser energy is passing through LT joining partner an hits welding rib on LA part
Rib is melted directly by laser
Through heat transfer, LT joining partner is also melted thus a material combination is created in contact zone of the two joining partners

Principle
Overlap weld
Joining partners are pressed together with defined force
Laser energy is passing through LT joining partner an hits welding rib on LA part
Rib is melted directly by laser
Through heat transfer, LT joining partner is also melted thus a material combination is created in contact zone of the two joining partners
Farbkombinationen
Beim Laser-Kunststoffschweißen (auch Laserdurchstrahlschweißen genannt) wird ein, für die Laserwellenlänge transparentes Oberteil, mit einem absorbierenden Unterteil kombiniert. Der Laserstrahl wird durch das lasertransparente Formteil (Kunststoff A) hindurch auf den absorbierenden Fügepartner (Kunststoff B) fokussiert, wodurch dieser oberflächlich schmilzt.
Durch Einleiten eines Fügedrucks auf die zu schweißende Bauteilhälften entsteht eine stoffschlüssige Verbindung. Der Kunststoff wird nur an der Stelle der direkten Lasereinwirkung aufgeschmolzen und erstarrt danach sofort wieder, sodass sich kein Schmelzeaustrieb ergibt. Das Verfahren kann auch bei Bauteilen mit großen Abmessungen angewendet werden.
Sie wünschen sich eine individuelle Beratung?

Wir sind gern für Sie da und ermitteln gemeinsam mit Ihnen die beste Lösung für Ihr Unternehmen. Rufen Sie uns an, oder schreiben Sie uns!